Запояване на медни тръби
Медта е скъп метал, но медните тръбопроводи имат конкурентно предимство, за да поддържат медните системи при пиково търсене. Компетентно изработената от мед ще осигури дълъг и безпроблемен експлоатационен живот на водоснабдителната система през целия живот на къщата, надхвърлящ половин век. Практичността на обработката на такива продукти се крие в простотата на процеса на запояване - той е нискотемпературен, лесно се извършва в домашна среда в присъствието на газова горелка или електрически поялник.
Комплект инструменти
Пълният набор от инструменти, приспособления и материали, използвани в процеса на процедурата за запояване, е както следва:
- средства за разширяване, рязане и отстраняване на тръби: разширител, фреза или шлайф с най-тънкия диск, скосявач, шлифовъчна хартия, метална четка;
- инструмент за нагряване на метал и топене на спойка: газова горелка или електрически поялник 250 W;
- материали, с които се осъществява връзката: поток и спойка от сплав калай с мед, антимон, сребро или други добавки;
- помощни материали - салфетки за отстраняване на излишния поток, стойки, ръкавици, инструменти за измерване и маркиране.
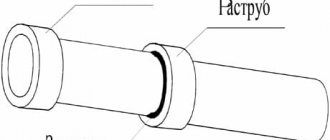
Медните тръби ще бъдат свързани без фитинги - ръбът на едната се разширява с тръбен разширител, в нея се вкарва друга част. Съединението се загрява и шевът се излива с разтопена калаена спойка - получава се надеждна запечатана връзка, която може да издържи на достатъчно високо налягане и високи температури. Можете правилно да запоявате медни тръби, като разберете принципите на текущия процес:
- след изрязване на тръбите преди запояване, краищата се почистват старателно - всички изрезки се отстраняват и ръбът се шлайфа до ярко жълт цвят. Това трябва да се направи, за да се отстранят оксидите от медта, които предотвратяват запояването;
- след отстраняване се покрива със специално съединение - поток, който отстранява кислорода, предотвратявайки окисляването по време на заваряване, помага на разтопената спойка да проникне дълбоко в съединението;
- секциите с покритие с флюс се плъзгат една върху друга и се загряват с горелка или поялник. В този случай технологията за запояване с поялник се различава от работата с горелка само при липса на открит пламък;
- спойка се довежда до нагрятата повърхност под пламъка - калайът се разтопява, изтегля се в съединението, разпределяйки се равномерно около кръга на съединението;
- след охлаждане излишният калай сам ще падне и шевът ще бъде херметически затворен.
Ако нямате специални умения за такова запояване, по-добре е да го поверите на професионалисти.
Съвети. В ежедневието става необходимо да се свързват алуминиеви тръби, които са по-трудни за обработка от мед. Това ще изисква алуминиева спойка и оборудване за спояване с алуминий - горелка, способна да нагрее метала до 400 ° C. Специфичността на процедурата е, че потокът не се използва и спойката не се вкарва в пламъка, а се нанася върху съединението: той се топи от контакт с горещия метал.




Появане на полипропиленови PVC тръби (пластмаса)
Полимерните продукти са споявани при по-ниски температури от металните. Те се страхуват от открит пламък, затова за заваряване се използват специални електрически поялници, наречени заваръчни машини.
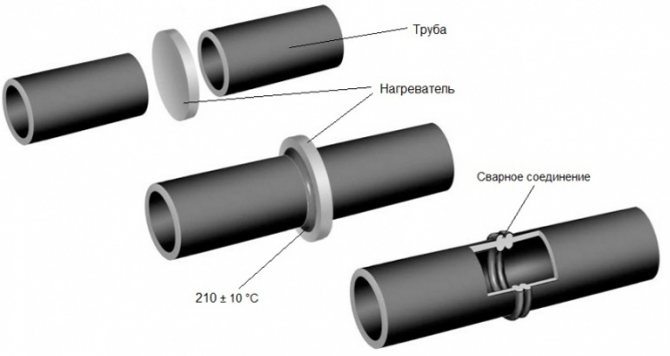
Технология на заваряване на полипропиленови продукти (PP) е коренно различен от работата с мед.
Свързването на метални секции включва вмъкване на един сегмент в друг и след това запечатване на шева с помощта на заварка от по-мек метал.В случая на полипропилен и двата сегмента се топят, те се смесват, те напълно проникват един в друг и когато се втвърди, възниква интегрална хомогенна връзка. Такова заваряване се нарича дифузно от латинската дума diffusion, което означава смесване. Появането на пропиленови тръби означава да направите три неща:
- разтопете краищата на сегментите, докато омекнат;
- свържете едно към друго без излишни завои;
- изчакайте, докато се охлади - в резултат на това се образува хомогенна едносекционна секция.
Появане на тръби за отопление и водопровод у дома
Поради простотата на процедурата "направи си сам" тя се извършва у дома. За да направите това, трябва да закупите:
- електрическа машина за заваряване на полипропилен;
- приставки за устройството (включени в комплекта за устройството);
- тример;
- монтаж;
- аксесоари: маркер, нож, рулетка.
Появането на полипропилен е много по-лесно от медта
Спойването на пропиленови тръби „направи си сам“ се състои в последователно извършване на следните операции:
- Нарежете тръбите до предварително определени размери, подгответе фитинги, ако е необходимо.
- Подрежете краищата - отстранете 1–1,5 mm от защитния слой отгоре. Това може да се направи с тример или шлифоване с шмиргел.
- Подгответе заваръчната машина - оборудвайте я с дюзи за диаметъра на тръбите и я свържете към мрежата. Полипропиленът се топи при 250 ° С. Устройството има температурен превключвател и индикатор за отопление. Когато се достигне желаната температура, устройството подава звуков или светлинен сигнал, че е готово за процеса на заваряване.
- Поставете тръбата и фитинга в съответните дюзи и спазвайте времето стриктно в съответствие с инструкциите, като избягвате прегряване или недогряване.
- Отстранете нагретите части от дюзите, след това запойте, като вмъкнете единия елемент в другия. На този етап действията трябва да бъдат уверени и ясни - забранено е да се движат елементите напред-назад или да се въртят по оста.
- Оставете полипропилена да се охлади - оставете конструкцията без механично напрежение за известно време.
- Проверете визуално връзката за дефекти: ако се спазва технологията, шевът ще се окаже еднороден и здрав.
Запояване на HDPE тръби с помощта на полипропиленови фитинги.
Честно казано, аз съм против този метод. Сега ще обясня защо:
- Полипропиленът и полиетиленът имат различни точки на топене. HDPE се топи при малко над 100 градуса по Целзий, докато полипропиленът се топи при 260 градуса. Заваряването ще се окаже некачествено.
- Дори да се окаже, че прави такава връзка, все още не е ясно за какъв натиск е предназначен и колко дълго може да го задържи.
Прочетете също: Свързване на шини за проводници
Затова ви съветвам да не губите време и пари в подобни експерименти.
Правилно запояване на големи HDPE тръби при нормална температура
Те са два вида:
- ниска якост - те са направени под високо налягане и придобиват ниска плътност;
- високоякостни (HDPE) - произвеждат се под ниско налягане, но придобиват висока плътност.
Друго име на полиетиленовите тръби с висока якост - HDPE означава полиетилен с ниско налягане. Думите "ниско налягане" в името означават условията, при които са произведени продуктите и не са свързани с обхвата на приложение. Полиетиленът с ниско налягане (HDPE) се използва в условия на високо налягане и температура - в магистрални газопроводи или водопроводи. Правилното запояване на полипропиленови тръби не е лесна задача.
Тъй като HDPE продуктите се произвеждат в голямо разнообразие от диаметри (20 mm до 1 m 20 cm) и дебелина на стените, има повече от един метод за свързване към тях и много видове оборудване за запояване на полиетиленови тръби. Заваряването на полиетиленови тръби се извършва по един от следните методи:
- дупе (или дупе);
- с форма на камбана;
- електрофузия.
За такова запояване се нуждаете от специална машина за запояване.
Челното заваряване на PE тръби в индустриални условия се извършва от скъп и обемист агрегат с механично или хидравлично задвижване. Комплектът на устройството включва водачи за центриране, тример за плавно изрязване на допиращи се ръбове, нагревателен елемент, задвижвания и таймери. Самата технология от край до край е проста, но използваното оборудване не е евтино: цената на заваръчна машина за HDPE тръби е средно 250 хиляди рубли, а отделен нагревателен елемент струва около 50 хиляди.
Схема за запояване на полиетиленови тръби с поялник на труднодостъпни места
Появането на полиетиленови тръби се извършва по следната схема:
- продуктите, които трябва да бъдат свързани, се вкарват в заваръчната машина за тръби, центрират се;
- между тях се вмъква инструмент за автоматично облицоване, който равномерно нарязва HDPE, премахвайки чиповете;
- противоположните краища се съединяват, извършва се визуален контрол на подравняването и плътността на ръбовете;
- краищата, които трябва да бъдат заварени, са обезмаслени, между тях е монтиран нагревателен елемент;
- краищата се загряват и топят при определена температура за определено време;
- нагревателният елемент се отстранява и връзката се охлажда за период, зададен от таймера;
- се получава здрава връзка, без да се засяга гъвкавостта на тръбопровода.
У дома това се случва по същия принцип, но се използват по-прости устройства - поялник за полиетиленови тръби. Струва от 30 хиляди рубли, това е огледало за заваряване, покрито с тефлон и способно да издържа на високи температури - до 300 ° C.
Параметрите на челно заваряване на полиетиленови тръби: температура, време за нагряване и охлаждане - зависят от диаметъра и дебелината на стената, те се задават от заварчиците съгласно специална таблица. За да се премахнат грешките в много устройства, параметрите се задават автоматично.
Електрофузионното заваряване на HDPE тръби принадлежи към индустриалната категория и се състои в топене на участъка на тръбопровода под съединителя, към който се подава електрически ток, и температурата се повишава. Електрофузионните муфи за полиетиленови тръби консумират голямо количество електроенергия по време на работа и се считат за по-скъпи, но те помагат в случаите, когато е невъзможно да се използва устройство с големи размери. Те могат да се използват у дома.
Обхват на приложение на полиетиленови тръби
Полиетиленовите продукти се използват широко в съвременното строителство
Те се използват при изграждането на водопроводи, канализационни системи, газопроводи. PE тръбите намират приложение в канализацията под налягане и гравитацията, служат като защитни калъфи за електрически и телефонни проводници.
Реконструкцията на стари мрежи се извършва с помощта на полиетиленови тръби. Подмяната може да се извърши с разрушаване на износени комуникации, но е възможно паралелно със старите да се полагат нови, което не изисква спиране на водоснабдяването на населението и спиране на канализационната система. Реконструкцията на кладенци и други комуникационни и санитарни съоръжения зависи от степента на тяхното влошаване. Отделни части (шийки, спирателни кранове и др.) Могат да бъдат обект на частична подмяна; ако е необходимо, се извършва основен ремонт с пълна подмяна на тръбопроводи.
ДИЗАЙН ПРЕСТИЖ LLC
Паяни подсилени поливинилхлоридни тръби
Появането може да се извърши със същата машина, която се използва за заваряване на полипропиленови аналози. Стените на PVC продуктите са по-дебели и по-твърди, така че за свързването им са необходими фитинги. Тяхната точка на топене е по-ниска, поради което този тип не се използва за захранване с топла вода - стените на тръбопровода се деформират под въздействието на високи температури. Запояването се извършва с електрическа заваръчна машина с дюзи, върху които се стопяват краищата на продуктите, които трябва да се съединят. За да спойкате правилно pvc тръби, трябва да изпълните няколко стъпки:
- почистете краищата;
- отстранете армировката, ако има такава;
- задайте температурата на топене на не повече от 200 ° C.
Инструментите, приспособленията, последователността на действията са същите като при работа с полипропиленови проби.
ГЛЕДАЙ ВИДЕОТО
В ежедневието полипропиленовите, полиетиленовите или PVC тръбите често се наричат с една обща дума като пластмаса и принципите на тяхното свързване имат много общо. Не всеки може правилно да запоява тръби, но всеки може да се научи.
Днес полимерните продукти се използват в много области на нашия живот и индустрии. Но HDPE - полиетилен с ниско налягане - е особено популярен. Този материал е здрав, издръжлив, лесен за инсталиране поради ниското си специфично тегло. Тръбопроводите за различни цели често се изработват от полиетиленови тръби. За свързване на отделни детайли се заваряват HDPE продукти. В нашата статия ще говорим за разновидностите и характеристиките на заваряването на HDPE тръби.
Разновидности на връзките
За да свържете полиетиленови тръби, можете да използвате следните методи:
- Разглобяема. За да се извърши такова съединяване на HDPE заготовки, ще са необходими стоманени фланци. Основната характеристика на този принцип на скачване е, че тръбопроводът може да бъде разглобен по време на работа.
- Неразглобяем. В този случай няма да работи за разглобяване на комуникациите. За да направите такава връзка, заготовките трябва да бъдат заварени. За това може да се използва един от следните методи:
- челно заваряване на заготовки от полиетилен;
- заваряване на HDPE продукти с помощта на съединители.
За сглобяване на тръбопроводи от елементи с голям диаметър се използват терморезистивни фитинги или челно заваряване. При използване на двата метода се получава надеждна монолитна връзка.
Бързи полиетиленови тръби
Проблемите с полиетиленовите продукти са свързани с характеристиките на всички вискоеластични термопласти. Тяхната якост до голяма степен зависи от степента на огъване и компресия и като цяло е относително малка. Полиетиленът е чувствителен към ултравиолетова светлина, което трябва да се компенсира чрез оцветяващи добавки (обикновено сажди) и използването на защитна боя. Термичното разширение на полиетилена е доста голямо и то трябва да бъде компенсирано чрез конструктивен L- или U-образен завой на тръбата.
Днес вътрешните подземни тръбопроводи са с дължина около 2 милиона километра. Това са предимно стоманени тръбопроводи. Например, полиетиленовите тръби представляват около 10% от цялата дължина на газопроводите. Други мрежи също имат не много висока производителност по този параметър. Съществува обаче постоянна тенденция съвременните тръбопроводи в процентно изражение да се променят в полза на полиетиленовите тръби.
Челно заваряване на HDPE продукти
Челното заваряване на HDPE тръби изисква използването на заваръчно оборудване. Поради факта, че по време на заваряването не се използват допълнителни части, инсталационният процес е значително опростен. По този начин могат да се заваряват само HDPE заготовки.
Внимание: висококачественото челно заваряване на HDPE продукти ще работи само ако се извършва с един шев. Поради това здравината на съединяването на частите, които ще се съединяват, ще бъде максимална.
Челното заваряване на полиетиленови тръби е най-ефективната и гъвкава технология, тъй като поддържа гъвкавостта на материала по целия тръбопровод. Този метод може да се приложи независимо от вида на използваната инсталация на тръбопровода (изкоп, без изкоп или открит).
Челното спояване на полиетиленови тръби се извършва в следната последователност:
- Първо, краищата на заготовките, които трябва да се съединят, трябва да бъдат монтирани в централизатора на заваръчното оборудване.
- След като частите са подравнени и фиксирани, използвайки памучна салфетка и алкохол, е необходимо да почистите краищата от прах, мръсотия и мазнини.
- След това краищата, които трябва да бъдат заварени, се обработват с лицево устройство. Подрязването спира, когато започват да се образуват еднородни стружки с дебелина не повече от 0,5 mm. Вече обработваният детайл може да се отстрани и паралелизмът на краищата да се провери ръчно.
- Ако бъде открита неприемлива междина между заваряваните повърхности, операцията за подрязване трябва да се повтори.
- След това тръбите се запояват. За да направите това, като използвате нагревателен елемент с незалепващо покритие, краищата на заготовките се загряват до необходимата температура.
- Когато краищата са достатъчно разтопени, отделяме продуктите, които ще се заваряват, и също така премахваме елемента за нагряване от заваръчната зона.
- След това заваряваните краища могат да бъдат затворени и притискащото налягане може да се увеличи, докато достигне необходимата стойност.
- Заварката трябва да се държи под налягане за определен период от време.
- След това се проверява качеството на заваряването. За това се оценяват външният вид на ребрата, ширината и височината.



Заваряване на гнездо от HDPE заготовки
Заваряването на HDPE тръби чрез съединителния метод се извършва с помощта на специален заваръчен агрегат, наречен поялник, както и набор от специални дюзи, които могат да се различават по диаметър. Размерът на дюзата се избира въз основа на диаметъра на заварените полиетиленови тръби.
Припойното спояване на HDPE тръбопроводи се извършва с помощта на фитинги. Конфигурацията на тези продукти може да варира. Те се предлагат под формата на ъгли, тройници или съединители. При този метод на запояване краищата на заготовките и фитингите се заваряват.
Важно: основното предимство на заваряването с гнезда е, че може да се извършва в труднодостъпни места, където аксиалното изместване на заготовките е трудно.
Нагряването на полиетиленови части се извършва чрез контакта на детайла с нагрятата метална част на заваръчния блок. Състои се от две подвижни части:
- дорникът загрява вътрешната повърхност на фитинга;
- отоплителната тръба се вкарва в втулката.
За да инсталирате тази дюза в отвора на запояващия блок, втулката и дорникът трябва да бъдат усукани заедно.
Появането на полиетиленови тръби по метода на свързване включва следните подготвителни мерки:
- Детайлите трябва да се режат със специални ножици до желания размер. В този случай е необходимо да се гарантира, че разрезът е строго перпендикулярен на надлъжната ос на продукта.
- Преди извършване на запояване, краищата на заготовките, които трябва да се съединят, трябва да бъдат почистени.
- За да се предотврати нежелано охлаждане по време на заваряване, краищата на тръбите, които в момента не са свързани, се затварят с тапи.
- След това трябва да почистите повърхността на заваръчната дюза от частици материал, които може да са останали след предишната работа.
Сега можете да започнете самия процес на заваряване, който се извършва в следната последователност:
- Първо, дюзата трябва да се загрее до температурата на заваряване. Когато стойността достигне необходимото ниво, индикаторът на тялото на поялника ще даде сигнал.
- След това HDPE тръбата трябва да се вкара в втулката, докато спре. На свой ред фитингът също се натиска върху дорника, докато спре. Тъй като диаметрите са малко по-различни, ще трябва да се положат усилия за завършване на процедурата.
- Избираме времето за заваряване на тръбите съгласно специални таблици, където този индикатор е посочен за продукти с различен диаметър.
- В процеса на вкарване на тръбния елемент и приплъзване върху фитинга излишният материал от повърхността на обработваните детайли се разтопява и изцежда. В резултат на това по ръба на елементите, които се заваряват, се образува пръстеновидна перла - брада.
- Налягането при поставяне на части трябва да се спре в момента, в който заготовката и фитинга достигнат ограничителя.Много е важно да се съобразите с това условие, тъй като в противен случай връзката няма да бъде достатъчно силна. Тъй като е трудно точно да се определи дълбочината на потапяне на детайла, е необходимо първо да се измери тази стойност и да се направи маркировка върху тръбата.
- След това извадете заготовките, които ще се заваряват от дюзата. След това монтирайте тръбата в арматурата, така че тя да лежи плътно върху пръстеновидното зърно. Оставете свързаните елементи да се охладят. В този случай не трябва да ги усуквате и да ги излагате на различни механични влияния.
Електрофузионно заваряване
За да се направи такава връзка, е необходим специален електромагнит, в който са монтирани вградени нагревателни елементи. Ако сравним това заваряване с челно заваряване, то ще струва повече поради необходимостта от закупуване на скъпи електрически съединители.
Тази техника обаче има своите предимства:
- Тъй като на вътрешната повърхност на тръбите не се образува резина, пропускливостта на тръбопровода не намалява.
- Този метод на заваряване е удобен за използване в затворено пространство, където е невъзможно да се монтира цялостен заварен възел.
За свързване на два детайла в прав участък от тръбопровода се използват конвенционални електрофузионни съединители. В някои случаи обаче може да са необходими електрофузионни тройници и седлови клони. За да завършите работата, ще ви трябва електрофузионна заваръчна единица.
Процедурата на заваряване се извършва с помощта на заварен полиетиленов фитинг. Това е специален продукт, който има вградени спирали, които действат като нагревателни елементи. В този случай част от монтажния материал, който се разтопява поради нагрятата спирала, е свързана с полимерния материал на детайла, образувайки непрекъснат монолитен тръбопровод. Между другото, спиралата остава в получения шев завинаги.
Важно: технологията за електрофузия ви позволява да получите връзка с висока якост. Въпреки това, поради високата цена на този метод, той се използва при инсталирането на комуникации под налягане за транспортиране на газ и петролни продукти.
Заваряването с електрофузия се извършва в следната последователност:
- С помощта на специално оборудване за рязане тръбите се нарязват на парчета с желания размер.
- Освен това детайлите трябва да бъдат почистени от замърсявания и обезмаслени в точката на заваряване. Електрофузията трябва да бъде подложена на същата обработка.
- След това върху тръбните елементи се правят марки, които ще ви позволят да контролирате дълбочината на вкарване на тръбата в втулката.
- За да се предотврати нежеланото охлаждане на елементите по време на заваряване, свободните краища на тръбите се запушват.
- С помощта на специални проводници заваръчният блок е свързан към електрическия съединител, бутонът за стартиране се натиска.
- След определен период от време уредът ще се изключи сам, което ще означава завършване на заваряването.
- Получените по този начин връзки могат да се задействат само след час.
Внимание: основното условие за получаване на висококачествен шев е неподвижността на частите по време на процеса на заваряване и охлаждане.
По отношение на получените заварени съединения се налагат следните изисквания:
- Пръстеновидното перло на заваръчния шев трябва да припокрива маркировката, направена върху детайла преди заваряване.
- Допустимото изместване на тръбните участъци един спрямо друг е не повече от 10% от дебелината на стената на HDPE елемента.
- Ако дебелината на стената на заварявания детайл е не повече от 5 mm, тогава височината на перлите за висококачествена заварка трябва да бъде приблизително 2,5 mm. В случай на заваряване на тръби с дебелина на стената 6-20 mm, височината на перлите трябва да бъде повече от 5 mm.
Когато избирате метод за заваряване на заготовки от HDPE, струва си да вземете предвид условията на работа на инсталираните помощни програми. Само като се вземе предвид този фактор, може да се изгради надежден и висококачествен тръбопровод, който да работи ефективно през целия период, определен за него.
Добавяне към отметки
Когато се наложи подмяна на тръбопровода в къщата, възниква въпросът дали да го направите сами или да се обадите на майстор. Съвсем наскоро извикването на водопроводчик за ремонт на водопровод беше нещо познато и естествено. Но сега, когато се появиха пластмасови тръби (металопластика, полипропилен, пластмаса, HDPE продукти), които имат ниска цена, сравнително добра якост и лесен метод за монтаж, случаите на самоинсталация са все по-чести. Появането на полиетиленови тръби значително ще спести процеса на инсталиране на водоснабдителна система.
Видове пластмасови тръби: полиетилен, полипропилен, металопластика.
Но как да се запоявате и какво е необходимо за това?










Засипване на изкопа
Отстранената от изкопа пръст, в която няма камъни с размери 20 мм, се използва за първоначалното насипване. Произвежда се за цялата дължина на тръбата, с височина около 15 см от горната й част. Ако е необходимо уплътняването на засипката, почвата трябва да отговаря на определени изисквания. Можете да използвате фин чакъл (20-20 мм) или натрошен камък (4-44 мм). Почвата не трябва да се изпуска директно върху тръбопровода. Погребан тръбопровод, положен в дъното на изкопа, трябва да бъде уплътнен. Напълнената почва се набива на слоеве от 20 см от двете страни на тръбата, така че да не се измества. Почвата не се набива точно над тръбата.
Обратното запълване се извършва след уплътняване и се получава уплътнен слой от около 30 см над тръбата. Изкопът може да бъде засипан с изкопана почва, размерът на най-големите камъни е разрешен не повече от 300 мм. Дори ако има слой защитно засипване с дебелина около 30 см, размерът на камъните в почвата, използван за засипване, не може да бъде повече от 60 мм.
ДИЗАЙН ПРЕСТИЖ LLC
Какъв тип продукт трябва да изберете?
Не толкова отдавна металните тръби бяха най-често срещаните и достъпни в областта на водоснабдяването, но сега се появиха разнообразни пластмасови системи. Всеки тип има своите плюсове и минуси. Основните общи предимства на пластмасовите конструкции са удобство и лекота на монтаж, устойчивост на корозия, добри показатели (като без звук от течаща вода, дълъг експлоатационен живот и т.н.).
Нека да разгледаме някои от тях:
- Усилените пластмасови тръби имат добра топлопроводимост, но не са много устойчиви на механично напрежение.
- За металопластика са необходими фитинги и инструмент за кримпване; не се изисква специално заваръчно устройство. Използва се за всякакъв вид вода.
- Полипропиленовите продукти изискват използването на специално оборудване за заваряване на части, имат широк спектър от приложения, възможни са различни вариации: многослойни, фибростъкло, еднослойни, въглеродни влакна.
- Тръбите, изработени от омрежен полиетилен, имат повишени експлоатационни характеристики, по време на монтажа се използват само студени методи за свързване, такива елементи не трябва да се запояват, те се използват за отопление и водоснабдяване.
- PVC конструкциите са най-евтиният вариант. Такива елементи имат твърда структура, позволяват както скрито, така и открито полагане на тръбопровода, не изискват специални инструменти за монтаж.
- Полиетиленовите тръби или HDPE (полиетиленови системи с ниско налягане) имат добри показатели.
Напоследък те започнаха да се използват от майстори от различни компании. Характеристиките на този тип са ниско тегло, лесен и бърз монтаж на тръбни секции и елементи, липса на взаимодействие с вода и неподатливост на корозия, ниска цена и издръжливост. Те се използват за полагане на промишлена и питейна вода. За монтажа на елементи се използват специални фитинги и запояване на полиетиленови тръби по един от двата начина (челно съединение или в гнездо).Ако запоите правилно части от HDPE системи, тогава тръбопроводът ще ви зарадва с издръжливост, надеждност и здравина.
Процес на изграждане на тръбна инсталация
Струва си да се отбележи, че въпросът (както пластмасов, така и HDPE) по-скоро може да бъде приравнен на въпрос, отколкото да се направи това, тъй като самият процес е много прост. Всички секции се монтират с помощта на фитинги и се свързват към тръбопровода чрез запояване, така че най-важното е изборът на подходящо устройство. Но нека разгледаме общия ред на метода на снаждане.
Инструменти и части:
- Желязо и поялник. Можете да го купите във всеки магазин със специализирани инструменти, докато не бива да гоните евтини опции, защото това ще повлияе на качеството на работата. Попитайте за съвет от експерти или консултанти в магазина и те ще ви помогнат да намерите най-добрия поялник за вашето приложение. Всеки поялник има подобно устройство, разликата е само в битовия или професионалния тип, както и в диаметъра, за който е избран необходимият чифт бита за външни и вътрешни повърхности / части. Благодарение на добре подбран инструмент , подобно на поялник, ще бъде възможно да се загрее тръбата и плътно да се свържат краищата, като по този начин се извърши "залепване" на две тръбни секции и се формира надеждна и здрава връзка в продължение на много години.
- Съединители, фитинги, ъгли, щепсели, тройници, скоби за монтаж на стена, нагреватели. Не забравяйте за обикновен строителен молив, измервателна лента и пластмасови ножици.
Внимателно обмислете местоположението и начертайте чертеж на бъдещия тръбопровод
Проверете всички части, изрежете материали с минимални загуби и неточности. Ако е възможно, намерете си асистент, който ще ви помогне в цялата работа и ще ви позволи да извършите инсталацията по-точно, но ако това не е възможно, тогава можете да го направите сами.
Разпространен метод е бързият монтаж, при който частите трябва да бъдат запоени в температурен диапазон над 180 ºС. Този метод за запояване на полиетиленови тръби ви позволява да сглобите тръбопровода достатъчно бързо.
Необходимо е да се вземат два бита: с помощта на поялник и битове с по-голям диаметър, нагрейте външния ръб на тръбния сегмент и с помощта на малко по-малък диаметър - вътрешния ръб, след което елементите се нагряват. След това е необходимо да свържете двете части и да ги притиснете здраво и плътно една до друга, внимателно съединявайки краищата. Тогава е наложително да изчакате известно време за фиксиране и охлаждане на всички елементи.
Всичко е достатъчно просто. Основното нещо е добър поялник и материал.
Тръбите от полиетилен HDPE се използват в почти всички съвременни комуникационни системи, от водоснабдяване до газопроводи и кабелни канали. Те са здрави, гъвкави и издръжливи. Правилното инсталиране на полиетиленова тръбопроводна система ще осигури нейната надеждност дори на фугите на тръбните секции, а знанието как да свържете HDPE тръби със собствените си ръце ще спести пари за тяхното инсталиране.
Полагане на безровен тръбопровод
Схема на безизкопно полагане на полиетиленови тръби
В някои случаи, когато тръбопроводните линии се пресичат с железопътна линия, натоварена пътна артерия, река или друго препятствие, не е възможно да се положи открит изкоп. Причината може да бъде и необходимостта да се сведат до минимум разходите за изкопаване на изкоп, доколкото е възможно. Това е основата за прилагане на метода на безизкопно полагане на полиетиленови тръбопроводи. Методът на безизкопно полагане на хоризонтално насочено пробиване (метод HDD) е широко разпространен.
Хоризонталното сондиране е специален начин за изграждане на комуникации без отваряне на земята. Работата започва от мястото, където тръбата е изведена на повърхността. Технологията гарантира висока точност на свредлото в предвиденото място за излизане на повърхността.Методът позволява полагане на подземни тръби с дължина над 100 m и диаметър до 630 mm или повече. Има два основни метода на хоризонтално пробиване: ръководен и нерегулиран.
Водещо хоризонтално пробиване се извършва от тунелни машини, чрез промиване и пилотно пробиване.
Неконтролираното хоризонтално пробиване се извършва по два начина: 1) без кожух (раменна ракета, дебитно пробиване, пробиване на шнек) и 2) с кожух (инжекционно пробиване, пробивно пробиване, перкусионно пробиване, пробиване на таран).
Хоризонталните сондажни и безизкопни полиетиленови тръби се считат за най-модерната технология. За разширяване на кладенеца се използва специално удължаване на сондажа. За да се подобри поставянето, кладенецът се обработва със сондажна кал, която оформя и смазва самия канал.
По този начин характеристиките на полиетиленовите изделия позволяват тяхното монтиране и полагане по всеки известен в момента метод, като се вземат предвид ограниченията, наложени от минимално допустимия радиус на огъване.
Изтеглена или избутана полиетиленова тръба е в състояние да повтори конфигурацията на стар маршрут с радиус на кривина повече от 120 диаметра на самата тръба. Металните изделия практически нямат такъв радиус на огъване.
ДИЗАЙН ПРЕСТИЖ LLC
Инсталиране на тръбата в системата
HDPE тръбите се произвеждат в измерени дължини със стандартна дължина - 6 и 12 метра всяка, както и в намотки или дълги намотки - по 100-500 метра. В процеса на инсталирането им в системата в определена стая определено ще са необходими следните операции:
- Изрязване (изрязване) на полиетиленови тръби за запояване или монтажна връзка. Тази операция трябва да се извършва много внимателно, така че разрезът да е възможно най-гладък, без пукнатини и прорези, перпендикулярни на повърхността на тръбата. Такъв разрез може да се извърши с помощта на:
- Ръчен или електрически резач за тръби, който може да обработва тръби с диаметър от 15 до 30 mm,
- Кръгла фреза за битови тръби с диаметър от 15 до 160 mm,
- Така наречената "тръбна гилотина", използвана за създаване на висококачествен разрез на тръба с диаметър от 63 до 350 mm,
- Лентов трион, който е най-скъпият професионален инструмент и е в състояние да създаде чисти и равномерни разфасовки на тръби с диаметър до 1600 mm.
- Изправянето на спиралните пръстени на прави сегменти ще се изисква при закупуване на големи тръбни материали. Трудността се крие във факта, че когато изправяте тръбата, можете случайно да я повредите. Тук трябва да запомните, че материалът на тръбата е HDPE, който е термопластичен полимер. Следователно за лека промяна във формата е достатъчно продуктите да се държат за кратко на топло място (в отопляемо помещение, на слънце) или да се изплакнат с гореща вода. След това те лесно ще се огънат.
- Оформяне на ъгъл чрез огъване на прави отсечки. В този случай ще е необходимо повече нагряване на определена зона, отколкото при изправяне на дъгата. За целта използвайте отопление със същата топла вода, сграден сешоар или обикновена газова горелка.
ВНИМАНИЕ! За да се огъне HDPE тръбата, тя трябва да се нагрява много внимателно, тъй като при ниско нагряване може да се счупи в завоя и твърде високата температура може да я повреди.
Организация на монтажните работи
Заваръчните и монтажни работи с полиетиленови тръби се извършват или по основната схема, или по маршрутен метод. Основният метод се използва в случаите, когато обектът се намира в близост до мястото на заваряване, където тръбите са предварително свързани и след това те се привеждат в готови участъци към трасето на тръбопровода. Дължината на участъка може да достигне повече от 30 м. На място те са заварени в плътна резба, която след това трябва да бъде внимателно положена в изкоп, за да не се нарушава радиусът на огъване.
Заваряването на трасето започва с полагане на тръби по канала.След това се извършва монтаж и заваряване с мобилни заваръчни инсталации. Тръбите с малък диаметър могат да се полагат ръчно в изкопа. Най-често обаче се използват тръбопроводи или кранове. Готовата нишка трябва да се спуска без дръпвания, равномерно, като преди това я е закрепила с конопени въжета или меки сапани, които трябва да бъдат разположени на разстояние 5-10 метра един от друг. Завареният шнур от едно парче трябва да се спуска внимателно в изкопа, така че критичният радиус на огъване да не бъде превишен по време на монтажа. Първо трябва да изчакате поне 2 часа след заваряването на последната връзка.
ДИЗАЙН ПРЕСТИЖ LLC
Методи за свързване
Методите за свързване на полиетиленови тръби могат да бъдат разделени на две основни групи: монтаж с използване на допълнителни части (съединители и фитинги) и директно заваряване на фуги.
Заваряване
Заваръчните шевове осигуряват най-здравото съединение от едно парче с пълно уплътняване на фуги, издържайки на натоварвания, подобни на твърдите повърхности. Спояването се прилага за тръби с диаметър по-голям от 50 mm и изисква специална заваръчна машина.
Заваряването на тръбни секции от HDPE може да се извърши:
- Дупе. В този случай се изисква специална равномерност на разрезите и тяхното изместване един спрямо друг с не повече от 10% от дебелината на стената на тръбата. Работата се извършва последователно:
- Тръбните секции се почистват от всички замърсители и се обезмасляват (например с алкохол или други вещества),
- Двата края се нагряват до вискозитета на полимера,
- Тръбните секции са свързани с натиск и неподвижни, докато се охладят напълно. В този случай трябва да се уверите, че шевът се оказва равномерен, без вдлъбнатини и издатини, за да се гарантира неговата надеждност.
- С използването на електрофузионна втулка. Тук ще ви е необходим и апарат за работа с такива съединители, които имат вградена спирала и могат бързо да се стопят, когато се нагрее:
- Почистените и обезмаслени краища на тръбите са фиксирани в втулката,
- Клемите на апарата са свързани към изходите на спиралата, преди тя да започне да се топи,
- Тръбата е фиксирана, докато се охлади напълно.
Вижте видеото за това как се прави това.
ВАЖНО! Заварените съединители обикновено се използват на труднодостъпни места, където е трудно заваряването: при създаване на връзки или ремонт на вече инсталирани системи, в кладенци и т.н.
Инсталация
Директният монтаж означава създаване на разглобяеми връзки с помощта на фитинги от всички налични типове: съединители, ъглови завои, тройници, регулируеми за 4 дължини и др. Такива връзки обикновено се извършват в системи, където не се изисква свръх якост на монтираните фуги, или в райони, където може да се наложи демонтиране и реконструкция (например в частна къща за свързване на външна напоителна система за летния период).
Монтажът без заваряване може да се извърши по следните начини:
- Свързване на тръби с помощта на разположени върху тях гнезда, оборудвани с О-пръстени, за които е достатъчно просто да поставите съответните елементи на тръбите един към друг и да натиснете добре.
- Свързването на фитингите с компресионни елементи се осъществява на няколко етапа: затягаща гайка се изтегля върху отрязаната тръба;
- тръбата се поставя плътно върху фитинга на фитинга, докато спре;
- затягащата гайка се затяга с ключове.
Обхват на използване на HDPE тръби
HDPE тръбопроводите се използват за различни тръбопроводи:
- захранване със студена вода;
- доставка на газ;
- изхвърляне на отпадъчни води;
- канализация, включително дъждовна вода;
- за скрито окабеляване.
В зависимост от предназначението на тръбопровода се избира методът на свързване:
- За водопровод можете да използвате всеки от описаните методи за инсталиране. Достатъчни са обаче разглобяеми връзки с помощта на фитинги.
- Канализационната система е монтирана по камбановиден начин, като се вкарват тръби една в друга. За запечатване в такива материали има специален уплътнителен гумен пръстен.
Окабеляването се полага в прави или гофрирани тръби.За надеждност може да се използва дифузионно заварен монтаж.